
Cómo el sistema de control puede mejorar la productividad y la calidad del producto final en un tren de laminación

La automatización del proceso de laminación es clave en la productividad y la calidad de los productos. En este artículo se tratarán los métodos de control que permiten la optimización del proceso de laminación de barras, perfiles y alambrón.
Antecedentes
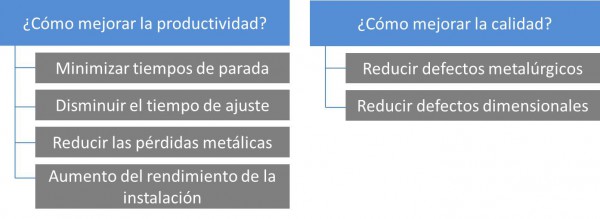
Para poder atender a la demanda actual del mercado es necesario alcanzar altos niveles de productividad, cumpliendo con los estándares de calidad demandados. Dentro del proceso de laminación el sistema de control juega un papel muy importante, asegurando el perfecto funcionamiento de cada uno de los equipos, convirtiéndose en un factor determinante para el buen rendimiento del proceso sin comprometer la calidad.
La productividad puede definirse de muchas formas, por ejemplo, como la cantidad de producto por unidad de entrada obtenida por los recursos utilizados, y puede depender de muchos otros factores tales como la distribución de las instalaciones, el diseño del plan de pasadas, el nivel de automatización, el estado de los equipos, la formación del personal de operación y el mantenimiento. En un tren de laminación, la productividad se puede medir en términos de toneladas de acero producido dividido por el número de empleados o de horas de los empleados. Las toneladas de acero producido debe cumplir con los estándares de calidad de grado de acero para ser un producto comercial. En efecto, la productividad es una medida de la eficiencia de la producción.
Este artículo se centrará en como los trenes de laminación pueden incrementar la productividad y mejorar la calidad del producto gracias a la automatización.
Identificación de las pérdidas existentes durante la laminación
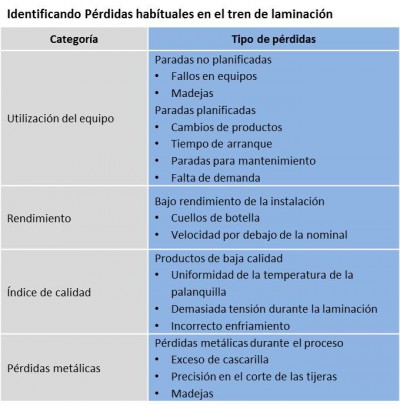
Para poder entender como incrementar la productividad y la calidad del producto, primero es necesario identificar cuales son las causas más frecuentes que ocasionan las paradas, el bajo rendimiento y los defectos del material. Estas se resumen en la Tabla 1. A pesar de que el acero es una de los materiales que mejor y más se reciclan en el mundo, volver a procesarlo supone un coste. Es por esta razón que las madejas, la cascarilla y los excesivos cortes en las cizallas pueden ser considerados como pérdidas metálicas y deben ser reducidas.
Las pérdidas por utilización son las que impiden emplear el equipo todo el tiempo-calendario. En ellas incluimos el tiempo de las paradas no programadas, las paradas planificadas para la ejecución de labores de mantenimiento y las paradas por falta de demanda. En esta categoría, muchos trenes de laminación utilizan términos como pérdidas por disponibilidad, que son aquellas que impiden la utilización del equipo todo el tiempo que debería estar en producción. La disponibilidad del equipo se ve reducida por los tiempos empleados en los cambios del producto, puesta en marcha después de un cambio y paradas no planificadas, como son los fallos eventuales en los equipos.
Las pérdidas por bajo rendimiento son los factores que impiden aprovechar la instalación al máximo de su capacidad. Entre ellas se encuentran la velocidad reducida de producción, las madejas y los productos rechazados debido a defectos.
Reducir las paradas
Es muy importante anticiparse a las averías en los equipos, por tanto un buen mantenimiento preventivo nos ahorrará dinero y paradas no planificadas. Para ello, el sistema de control y adquisición de datos es realmente útil. El registro y análisis de la información relativa a consumos, temperaturas y vibraciones de los equipos, permite pronosticar los posible fallos y corregirlos antes de que afecten a la producción. La integración de todos lo sensores, actuadores y equipos dentro del mismo sistema de control y adquisición simplifica el registro y tratamiento de datos.

Para cada instalación es necesario identificar cuáles son los puntos críticos del proceso donde se producen el mayor número de madejas. El correcto seguimiento de la barra mejora la confiabilidad del tren, reduciendo las madejas y asegurando la correcta coordinación de todas las secuencias del proceso.
Un área en donde las madejas son habituales es el formador de espiras en los trenes de alambrón. La punta de la barra, en el momento de formar las primeras espiras, puede quedar enganchada la bandejas de cilindros de enfriamiento. Implementando el posicionamiento en cabeza del formador, se asegura que la barra siempre sale en la posición correcta, eliminando las obstrucciones en este punto.
La adecuada velocidad de corte y la coordinación con el material es muy importante, especialmente en las cizallas divisoras de alta velocidad. El sistema de control se encarga de la coordinación del corte con los desviadores y deflectores, asegurando la precisión y la repetitividad.
Cuando ocurre una madeja es esencial reducir rápidamente sus efectos. El sistema de detección automática de madeja troceará inmediatamente la palanquilla restante. Este sistema responde más rápido que la intervención manual, especialmente en áreas de baja visibilidad. Para evitar las madejas, el sistema de control determina de forma precisa la posición de la cabeza y cola de la barra, asegurando el correcto funcionamiento de todos los convertidores en el tren. Cuanto más avanzado y estable sea el control del tren, mejor es la respuesta, minimizando las madejas.
Reducir el tiempo de ajuste del tren
Las paradas por cambios de producto son frecuentes debido a la necesidad de atender a las diferentes órdenes de producción. El tiempo empleado para parar, cambiar, arrancar y estabilizar la producción de nuevo se puede reducir significativamente planificando y automatizando los procesos de cambio y ajuste.

La integración de un sistema de gestión de recetas y la correcta automatización del cambio de cajas, ajuste automático de la luz y posicionamiento del canal reduce el tiempo necesario para cambiar la configuración del tren. También es importante de cara a reducir errores, minimizando la intervención humana durante el ajuste.
Durante el cambio de producto es necesario modificar total o parcialmente la configuración del tren. Todos los parámetros y ajustes se encuentran almacenados en la base de datos de recetas. El operador selecciona el nuevo producto, cargando los nuevos ajustes al sistema. Dentro de los ajustes se encuentran la luz y el canal de las cajas. Una vez insertadas las cajas, el sistema ajusta la luz y posiciona el canal automáticamente de acuerdo a los valores almacenados en la receta. Cuando el canal se ha desgastado y es necesario cambiarlo, el operador selecciona el nuevo canal a utilizar y el sistema posiciona automáticamente la caja, alineando el nuevo canal. Este proceso automático reduce en un 75% el tiempo y los recursos necesarios durante el cambio
Una vez configurado y ajustado el tren es necesario arrancar y comprobar que cada uno de los convertidores está listo para laminar. En esta fase es muy importante disponer de toda la información sobre el estado de enclavamientos y alarmas existentes. Desde el sistema HMI es posible comprobar cada una de las condiciones necesarias para conectar, arrancar y laminar un determinado convertidor o área. La correcta descripción de fallos y enclavamientos, unido a un personal instruido, permite agilizar enormemente la fase de arranque, reduciendo el tiempo de localización de fallos y averías
Otra herramienta realmente útil durante esta fase de arranque es la posibilidad de simular todo el proceso usando la palanquilla fantasma. Con esta funcionalidad se comprueba el correcto funcionamiento de sensores y actuadores, simulando cada una de las secuencias del proceso. Esta simulación reduce en gran medida las madejas durante el arranque de un nuevo producto.
Pasadas las fases de ajuste, arranque y simulación del tren comienza el “tiempo de estabilización de la producción”, que podemos definir como el tiempo que lleva alcanzar de nuevo la producción nominal después de una parada. Durante la laminación de las primeras palanquillas es necesario comprobar que no existen problemas en el guiado y que los ajustes del tren son los adecuados. El sistema, atendiendo a la información que recibe de los sensores en campo, reajusta los factores de reducción, estimando los adecuados para la configuración del tren. El objetivo fundamental es minimizar la tensión a lo largo del tren y alcanzar la producción nominal en el menor tiempo posible.
Reducción de las pérdidas metálicas
Las pérdidas metálicas son los desechos de material a lo largo del proceso y están constituidas por la cascarilla formada en el horno, las madejas y los cortes de las cizallas a lo largo del tren. Estas pérdidas afectan al rendimiento del proceso

Los factores que influyen principalmente en la formación de cascarilla son la temperatura, el tiempo que permanece la palanquilla dentro del horno y la atmósfera del horno, especialmente el oxigeno. El correcto control de la relación aire-gas en el horno y la implementación de estrategias de calentamiento, que adaptan la temperatura al ritmo de producción y al tipo de material, reducen la formación de cascarilla y por tanto las pérdidas metálicas.
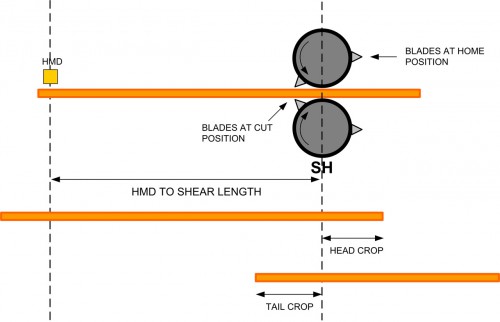
El proceso de laminación provoca que la cabeza de la barra se vaya deformando y abriendo según se va laminando. Para evitar problemas en el guiado es necesario despuntar la barra en cada una de las cizallas. Un preciso control del ciclo de corte permite reducir la longitud cortada disminuyendo la chatarra significativamente. Este sistema de control se encarga de la sincronización del corte con el material, la calibración de la velocidad real y la compensación de los tiempos de reacción del conjunto motor-convertidor.
Incremento del rendimiento de la producción
El rendimiento del tren se ve afectado por diferentes factores que impiden alcanzar la velocidad nominal de laminación. El correcto ajuste del tren y el sistema de control juegan un papel muy importante en la estabilidad y velocidad de producción.

Dentro del sistema de control destacamos el seguimiento del material como parte importante encargada de asegurar el correcto funcionamiento del control de tiro, control de bucle, detección de madejas, ciclos de las cizallas, etc. Para realizar el adecuado seguimiento del material se utilizan fundamentalmente los sensores de detección de material (HMDs) y el par ejercido por los motores de las cajas. El seguimiento del material también se utiliza para enclavar los sensores, evitando las falsas detecciones. El adecuado funcionamiento y colocación de cada uno de los sensores junto con el buen rendimiento de los algoritmos de control, permiten laminar a alta velocidad de forma estable con tiempos mínimos entre palanquillas. La perfecta coordinación entre el seguimiento del material y el control en cascada de la velocidad permite reducir el número de madejas y por tanto reducir las pérdidas por bajo rendimiento
Para cada producto existen factores que impiden incrementar la velocidad de producción. Entre ellos podemos señalar el tiempo de enfriamiento necesario, la máxima potencia de los convertidores principales o la capacidad del horno de recalentamiento. Un tren de laminación debe ser entendido como una cadena en donde el eslabón más débil determina la producción máxima. Identificando cuales son los cuellos de botella en el tren, actuando sobre ellos y desarrollando un programa de mantenimiento preventivo es posible mantener el tren produciendo el mayor tiempo posible y por tanto incrementaremos su eficiencia.
La zona de corte en frío y evacuación del producto terminado pueden convertirse en el cuello de botella del proceso. La adecuada ubicación de los sensores, junto con la correcta automatización de las secuencias permite aumentar la producción en esta área y por tanto de la instalación.
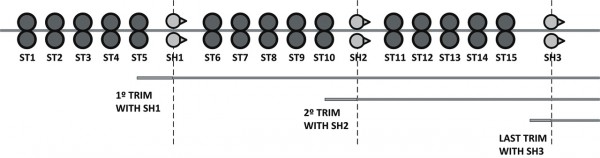
La optimización de la longitud de corte en la cizalla divisora mejora la manipulación del material en la zona de corte en frío. Este método consiste en asegurar que la longitud de las barras en el enfriadero siempre tienen una longitud exacta y múltiplo de la longitud de cliente, troceando el restante en una o varias cizallas. De esta forma, se evitan las barras cortas en el corte en frío que entorpecen la producción. Cuando el restante se elimina a lo largo del tren se aumenta el rendimiento metálico, al no laminar el material que no va a ser aprovechable.
Una mejora sobre este método es la opción de prestar trozos entre barras. La optimización con préstamo consiste en ceder múltiplos de barras entre cortes para completar la última en caso de que esta sea demasiado corta. De esta forma, evitamos desechar la última barra cuando sea demasiado corta para poder ser manipulada por el enfriadero.
Reducción de defectos metalúrgicos
Los defectos metalúrgicos son todos aquellos que hacen que el producto final no cumpla con las propiedades mecánicas o estructurales exigidas. Las propiedades metalúrgicas dependen del correcto y uniforme calentamiento, de la laminación sin tensiones y del adecuado enfriamiento aplicado.
El adecuado control de la combustión en el horno y el modelo matemático aseguran la uniformidad de la temperatura en toda la palanquilla. Esto es muy importante para evitar defectos metalúrgicos tales como la descarburización de la superficie o el requemado del acero.
El tratamiento térmico es otra de las partes en donde el equipo de control es determinante y afecta a la calidad del producto final. Existen diferentes métodos de enfriamiento, dependiendo del producto fabricado y del tipo de tren.
Las cajas de agua se utilizan para enfriar la barra de forma controlada y así conseguir mejores características mecánicas. El método consiste en bombear agua a alta presión disminuyendo la temperatura de la barra. El método de control consiste en dos lazos de control que actúan simultáneamente. El primero de ellos calcula la consigna de caudal en función de la temperatura medida del material a la salida de la caja de agua. El segundo regula el caudal asegurando que se bombea el calculado por el primer lazo
En la salida de los trenes de alambrón el transportador de enfriamiento consiste en varias secciones de caminos de cilindros con ventiladores en su parte inferior. Controlando el flujo de aire en cada una de las secciones podemos establecer la curva de enfriamiento y conseguir así determinadas microestructuras en el material.
Reducción de defectos dimensionales
Los defectos dimensionales son los relacionados fundamentalmente con la forma y dimensiones. Dependiendo del producto laminado existen diferentes defectos que ocasionan que la forma no se ajuste a la deseada o que las medidas no se encuentren dentro de las tolerancias admitidas. Las causas más frecuentes de los defectos dimensionales relacionados con la forma son debidas al mal ajuste del tren y a la existencia de tensiones durante la laminación.
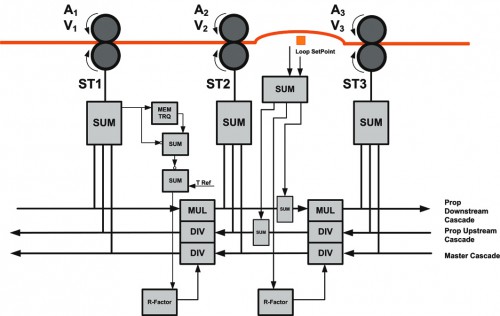
Para reducir las tensiones del material a lo largo del tren se aplican dos tipos de control: control automático de mínima tensión y control de bucle. Cada uno de ellos se aplica en diferentes partes del tren. En la primera parte del tren o zona del desbaste e intermedio, en donde la sección de la barra es mayor, se utiliza el control de tiro. En el acabador, en donde es posible deformar el material sin dañarlo, se utiliza el control de bucle.
El control de tiro minimiza la tensión del material y consiste en determinar la tensión que sufre la barra usando el par que consumen los motores. Una vez calculada la tensión del material, el sistema de control corrige el factor de reducción entre ambas cajas para minimizar el tiro de acuerdo a la consigna especificada por el operador. Cuando la cabeza de la barra avanza entre dos cajas, antes de alcanzar la caja aguas abajo, se memoriza el par. Cuando la barra entra en la siguiente caja se analiza la variación del par respecto al previamente memorizado. Observando si incrementa o decrementa se determina si se produce empuje o tiro. El sistema de control actúa sobre el factor de reducción corrigiendo la diferencia de velocidades y por tanto el tiro entre cajas.
En la zona del acabador el material es más fino y es posible anular el tiro mediante el control de bucle. Entre cajas se instala una mesa de bucle que se encarga de formar un lazo al paso de la barra. Cuando la cabeza de la barra alcanza la caja aguas abajo de la mesa, el formador de la mesa se eleva ayudando a formar el lazo. En la mesa se coloca una rotosonda que consiste en un sensor que devuelve la altura del lazo en cada momento. Manteniendo la altura constante a un valor especificado por el operador aseguramos que estamos laminando sin tensión. El algoritmo de control modifica la velocidad en cascada del tren, actuando sobre el factor de reducción y manteniendo por tanto la altura constante.
El buen rendimiento de ambos métodos depende fundamentalmente del sistema de control y de los sensores en el proceso. El correcto seguimiento del material es crítico para las secuencias del control de tiro y para la formación de bucle, especialmente en trenes con alta velocidad de salida. El algoritmo de control sobre el factor de reducción es también muy importante para asegurar la variación coordinada de la velocidad del tren. Tanto el sistema de control de tiro como el de bucle actúan en última instancia sobre el factor de reducción de cada una de las cajas. El sistema de control memoriza cada factor de reducción en el momento de mayor estabilidad, usándolo para la siguiente palanquilla. La correcta memorización de este factor agiliza el ajuste del tren, especialmente en los arranques de un nuevo producto.
Cuando se trata de trenes de alambrón, es esencial mantener las dimensiones correctas de las espiras para cumplir con los estándares de calidad. Para la correcta formación de las espiras es muy importante sincronizar la velocidad de salida del tren con la del formador de espiras. El formador de espiras es una máquina con gran inercia que responde lentamente ante variaciones de velocidad. Por esta razón lo mejor es fijar una velocidad a la salida fija.
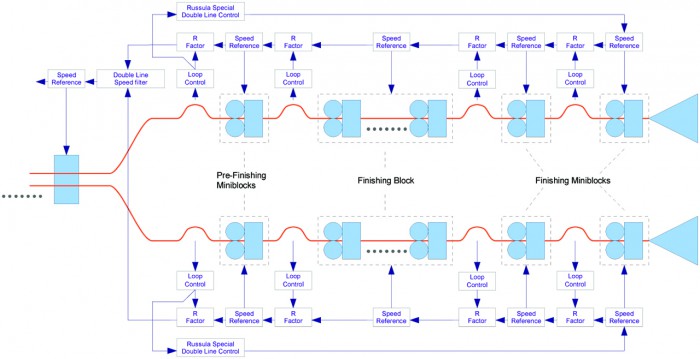
Un caso particular son los trenes de alambrón a doble hilo. En esta configuración existe una zona común, generalmente el desbaste e intermedio, compuesta por cajas de doble hilo, en donde se laminan simultáneamente dos palanquillas. Después de la zona común el tren se bifurca en dos hilos independientes. Cada uno de los hilos está formado por cajas de laminación y mini-bloques, siendo típico finalizar con un bloque acabador. A la salida de cada bloque se encuentran las cajas de aguas y por último un formador de espiras que deposita el alambrón en el transportador de enfriamiento. Diferencias en los ajustes o el desgaste entre las dos lineas de salida motivan controlar ambas lineas aguas abajo. Esta solución hace que la velocidad de cabeza varíe constantemente.
Nuestra propuesta para resolverlo se basa en que el sistema de control establezca una de las líneas como maestra. El control compensa las desigualdades entre líneas variando levemente la velocidad de salida de la otra línea. Este método mantiene, durante la mayor parte del tiempo, una velocidad constante en ambos formadores.
Conclusiones
Durante los últimos años Russula ha actualizado y remplazado el sistema de control en muchos trenes de laminación. Russula analiza exhaustivamente los equipos y el proceso determinando cuáles son los problemas que limitan la producción y afectan a la calidad del producto final
Basada en nuestra experiencia, Russula ha desarrollado soluciones técnicas para la reducción de la tensión en la laminación, optimización en el corte de las cizallas y del enfriamiento.
Optimizando únicamente el control, es posible mejorar la productividad y la calidad de su producción, reduciendo las pérdidas metálicas y los tiempos de parada.