
Optimización del control de trenes de alambrón de doble línea

Russula ha desarrollado un algoritmo de control para asegurar la formación de bobinas de forma correcta y uniforme, mejorando la calidad del producto final. El modelo de optimización se realiza sobre un esquema inicial de dos líneas con control aguas arriba definiendo una como maestra y otra como esclava.
En los trenes de laminación de alambrón, el control de velocidad es especialmente crítico en la sección de salida del acabador. En esta zona el material tiene una sección pequeña, por tanto es más delicada, al tiempo que se trabaja a velocidades muy altas. Se producen variaciones que afectan fácilmente a la dimensión del producto final, además de a su composición metalúrgica (por ejemplo, produciendo estiramientos en el caso de laminación con tensión) y finalmente a la formación de espiras (con un tamaño no adecuado) que provoca la formación defectuosa de la bobina.
Es esencial mantener las dimensiones de las bobinas para cumplir con los estándares de calidad, además de para evitar posibles problemas en el distribuidor de espiras y en el área de formación de bobinas. El diámetro de las espiras debe ser constante y para este fin, es vital la sincronización de la velocidad de salida del tren con la del formador de espiras.
Tanto el bloque como el formador de espiras son equipos con una gran inercia, lo que acarrea una respuesta más lenta a los cambios bruscos de velocidad. No obstante en configuraciones sencillas (como es la laminación a un solo hilo) esto no supone un gran problema, ya que la velocidad de salida se mantiene constante mediante una regulación en cascada aguas arriba.
En los trenes de este tipo de productos, es frecuente encontrar configuraciones de doble línea con el objetivo de maximizar la capacidad de producción. Esta configuración consiste en una zona común de desbaste e intermedio de doble hilo, donde dos barras son laminadas simultáneamente por las mismas cajas. Después el tren se divide en dos líneas acabadoras independientes, formadas típicamente cada una de ellas por un bloque acabador (de 6 a 10 cajas), incluyendo a veces también minibloques (de 2 cajas), donde se lamina una barra en cada una. En la salida de cada una de estas líneas se encuentran las cajas de aguas y, para finalizar , el arrastrador y el formador de espiras, que deposita las bobinas sobre los transportadores de enfriamiento.
A la hora de controlar la velocidad de todos estos convertidores, encontramos múltiples factores que generan desviaciones de la secciones respecto al cálculo inicial teórico. Entre estos encontramos los siguientes:
- El desgaste de los canales de las cajas provoca variaciones con el tiempo y diferencias entre ambas líneas.
- La rigidez de los soportes de las cajas en desbaste e intermedio (doble línea) no es perfecta, y cuando están sometidas al esfuerzo de laminar dos barras los cilindros se separan algo más que cuando laminan una. Esto provoca variaciones en la sección del material de salida.
- Las variaciones en la temperatura de la barra provocan diferencias en la deformación plástica del acero y finalmente en las dimensiones obtenidas.
Todas estas alteraciones en la sección, se reflejan en variaciones que han de ser compensadas en el control del bucle o bucles previos al bloque o minibloques. Esto conlleva inevitablemente la modificación de la velocidad de salida de las líneas independientemente para compensar las diferencias entre ambas.
En las instalaciones convencionales, la solución adoptada suele ser mantener fija la velocidad de la última caja del intermedio y realizar la regulación en tres líneas independientes entre sí, partiendo de una velocidad fija. En el tronco común se implementa una regulación aguas arriba y en las dos líneas de salida es aguas abajo e independientes entre sí. Esta solución implica que todas las correcciones de los bucles de cada línea se transmiten en cascada y repercuten fuertemente en la velocidad del bloque y del formador.
Además este control presenta limitaciones como por ejemplo, el hecho de que tanto arrastrador como el formador de espiras estén variando su velocidad, esto puede enmascarar problemas en estos convertidores. Teniendo la posibilidad de fijar la velocidad de salida podemos “aislar” estos elementos y facilitar la detección de problemas.
Por otra parte, las líneas nunca son realmente idénticas, además de los problemas que hemos comentado acerca del desgaste de canales o de la rigidez que las cajas, algunos convertidores pueden reaccionar de una forma peor a los cambios, pueden tener diferencias en el guiado, o incluso un bucle puede presentar más inestabilidad que el de la otra línea, y verse agravada esta diferencia con cambios en la velocidad de salida.
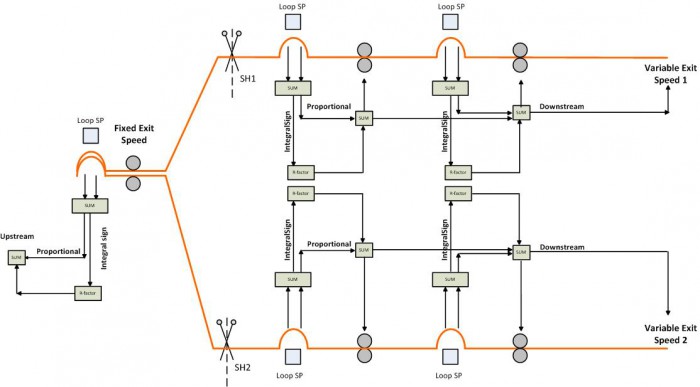
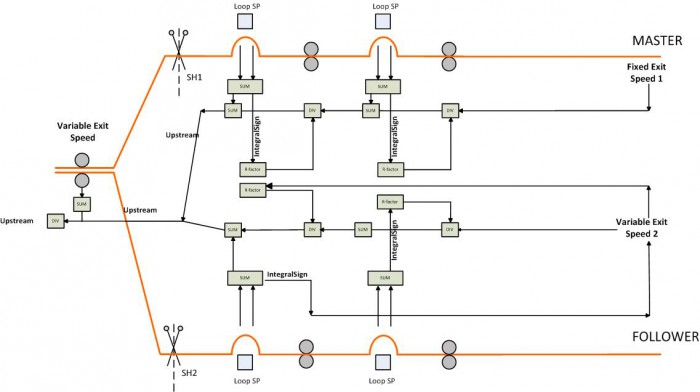
Ante estos problemas de regulación y limitaciones, Russula propone hacer una regulación completamente aguas arriba para evitar las continuas y fuertes variaciones de velocidad provocadas por la regulación aguas abajo. Ante la imposibilidad de mantener dos controles de velocidad en cascada que confluyan en un mismo punto, en la parte común, se debe configurar una línea como maestra (con velocidad de salida fija ) y la otra como esclava.
El sistema compensará las diferencias entre líneas modificando única y ligeramente la velocidad de salida de la esclava. Con este método se mantiene , durante la mayor parte del tiempo , una velocidad constante en ambos formadores de espiras.
Esta solución trata a la línea maestra como un tren de un único hilo. El control de bucle enviará aguas arriba las correcciones necesarias sobre las velocidades para mantener el bucle estable. La velocidad de salida se mantendrá fija, por lo que el formador no sufrirá ninguna variación a no ser que se suba la velocidad de producción.
En el caso de la línea esclava, el control es aguas arriba , pero durante la laminación se realizan pequeñas correcciones en la velocidad de salida del bloque para compensar los desequilibrios entre las dos líneas. Por otra parte, mientras no hay barra en esta línea, su velocidad se mantiene coordinada con la de la línea maestra mediante los factores R habituales. El factor de reducción del conjunto de cajas ,minibloques y bloque acabador permanecerá fijo, por lo que un aumento/ disminución de la velocidad de la última caja del intermedio, implicará un aumento/disminución de la velocidad de salida de esta línea.
Este modo de funcionamiento implica las siguientes funciones :
- Recálculo del factor r del primer convertidor de la línea seguidora mientras se está laminando.
- Filtro de los desequilibrios entre ambas líneas para generar la corrección de velocidad de salida de la línea seguidora.
En definitiva, las variaciones que la línea maestra genera sobre la caja anterior, serán transmitidas a la velocidad de salida de la esclava a través del bucle , salvo en el caso de que se aumente la velocidad de producción, en la que el sistema se adelanta modificando la velocidad de la esclava sin esperar a que sea transmitido por el bucle.
Un problema añadido a este tipo de configuración es que los bucles presentan perturbaciones cuando entra o sale la palanquilla de la otra línea. Teniendo un bucle estable, cuando llega la otra barra a las cajas previas donde se lamina a doble hilo, dichas cajas “se abren” dejando pasar más material y elevando el bucle. De la misma forma cuando la barra sale de las cajas , “se cierran” bajándolo un poco. El hecho de que levante demasiado el bucle puede ser peligroso. Además, estaríamos intentando bajar el de una línea y levantar el de la otra, lo que implica efectos contrarios , tardando más en estabilizarse ambos.
Para evitar este fenómeno, el sistema de control de Russula, disminuirá la referencia de los bucles cuando se detecte la llegada de una nueva cabeza, para forzar que ambos bucles suban a la vez y aúnen esfuerzos.
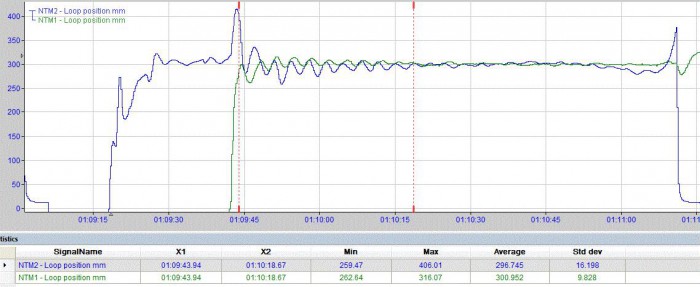
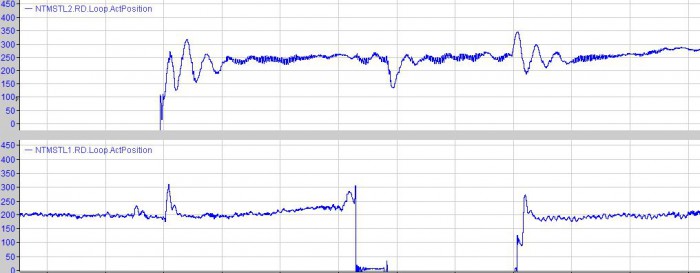
En este ejemplo se puede ver como se forma el bucle de la línea 2 y cuando empieza a estabilizarse , una nueva barra viene por la línea 1 provocando que suba al aumentar el material. Ambos bucles permanecen oscilando durante más de 30 segundos hasta alcanzar la referencia.
Ejemplo del comportamiento del control de lo bucles
Supongamos la línea 2 como maestra, y línea 1 como esclava. En el momento que mostramos, una cabeza está a punto de llegar a la línea 2. La referencia baja y , una vez formado el bucle, recupera el valor anterior y se estabiliza.
Cuando ya está enhebrada en el tren, una nueva barra viene por la línea 1, por lo que la referencia del bucle de la línea 2 vuelve a bajar en rampa esperando que llegue la palanquilla al bloque de la línea 1. Cuando la barra entra en la última caja antes de la bifurcación, tiende a abrirla y a dejar pasar más material , elevando el bucle de la línea 2, como se observa en la gráfica. El sistema corregirá esta subida del bucle bajando la referencia de velocidad de la caja previa a la bifurcación y ésta a su vez bajará la del bloque de la línea 1. Si esto no fuera así el bucle tardaría más en formarse puesto que no mantendríamos la relación de velocidad entre bloque y la última caja de la sección anterior. La referencia del bucle de la línea 1 también disminuye , para volver a la referencia inicial poco tiempo después en ambos bucles a la vez, consiguiendo que ambas líneas necesiten el mismo efecto de la caja anterior ,que será subir su velocidad, disminuyendo los efectos opuestos y favoreciendo la estabilidad de ambos sistemas.
De esta forma conseguimos dos efectos, que el bucle de la línea 2 no crezca demasiado al entrar una nueva barra y que ambos bucles tiendan a subir a la vez, estabilizándose en menor tiempo.
Cuando la cola sale de la línea 2 genera una pequeña perturbación en la 1 debido , entre otras cosas , a que la caja anterior se cierra ligeramente bajando el bucle por un momento. El sistema reacciona para llevarlo a su posición y estabilizarlo rápidamente.
Ejemplo de los beneficios de este sistema de control
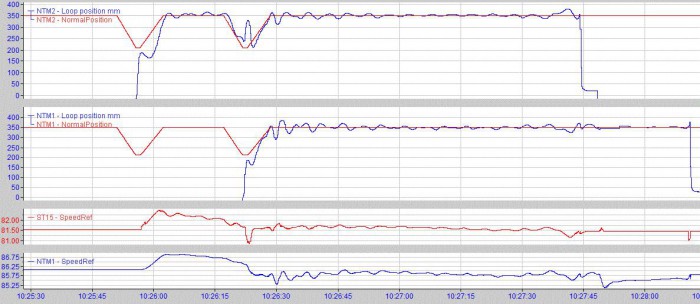
Un ejemplo claro de una configuración donde resulta muy beneficioso este tipo de control, es el siguiente. En este caso , la respuesta del convertidor de uno de los bloques es muy lenta y no consigue seguir la referencia que enviada por el PLC. Debido a esto, el bucle se comporta de forma muy inestable frente a variaciones bruscas.
Con el control basado en velocidad de salida fija en la bifurcación, se envían variaciones de velocidad al bloque, y aun no siendo muy fuertes, el convertidor no consigue seguirlo. Si ponemos esta línea con problemas como maestra, nos aseguramos que su referencia de salida será fija, absorbiendo las variaciones de velocidad la esclava, que tiene una velocidad más estable y manteniendo así los dos bucles en referencia.
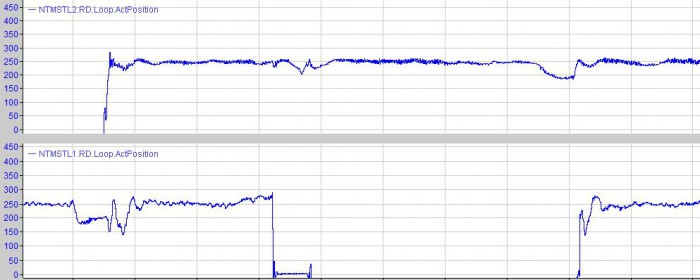
Comparando las dos gráficas anteriores, cuando el control está aguas abajo, a pesar de que la velocidad en la caja previa a la bifurcación se mantiene constante, la línea 2 presenta grandes perturbaciones cuando se forma el bucle, puesto que no es capaz de seguir las correcciones necesarias para estabilizarlo con rapidez. Lo mismo ocurre al entrar o salir una barra en la otra línea, a pesar de que la única forma de interferir un hilo con el otro es a través del incremento o decremento de material que se produce cuando entra o sale la barra de la caja anterior.
Por el contrario, seleccionando esta línea como maestra y jugando con el cambio de referencia, se consigue que ambos bucles estén más estables y reaccionen ante los cambios de una forma más controlada, puesto que , las correcciones que se envían al bloque de la línea 2 son menores, y lo que él mismo no puede asumir , lo absorbe el de la línea 1 , que tiene una respuesta más rápida.