
El tren de Laminación de Silat lamina todos los productos
El nuevo tren de laminación de barras y alambrón de Silat en el estado de Ceará, Brasil, entró en producción en marzo de 2015. En la actualidad, se han implementado todos los tamaños de barras corrugadas, que van desde 8 a 32 mm partiendo de una palanquilla de 130 x 130 mm de 12 metros.
Todos los parámetros tecnológicos para el tren de laminación se especificaron por Russula. Además el equipo mecánico fue diseñado y fabricado por Russula en Europa. Se eligieron los mejores materiales y componentes, diseñados para una gran durabilidad y larga vida. Este equipo, combinado con la implementación del control avanzado de Russula, permite a Silat laminar un producto consistente de gran calidad.
La distribución de la planta incluye un tren continuo de 20 cajas con dos salidas, una para barras y otra para alambrón, este se alimenta de un horno de recalentamiento con solera móvil de 90 toneladas por hora. La salida de alambrón incluye un bloque acabador anti-torsión de alta velocidad de 10 cajas alimentado de las mismas cajas acabadoras que las de barras.
Diseño del plan de pasadas
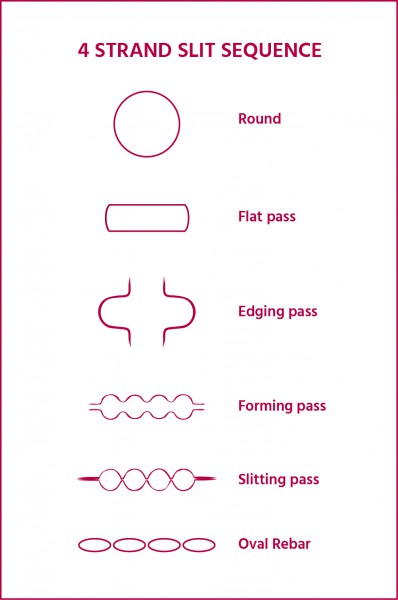
Con la incorporación del equipo de Massachusetts, Russula ahora tiene la capacidad de diseñar el plan de pasadas completo y su puesta en marcha. El diseño del plan de pasadas de Silat se desarrolló en su totalidad por Russula, poniendo especial atención al diseño de la secuencia de slitting. El slitting de varios hilos es un proceso complicado que requiere un control muy preciso del material a través del tren de laminación, y un diseño de plan de pasadas con las necesidades específicas del cliente.
En términos generales, la mayoría de los clientes quieren producir barras de corrugado con una tolerancia de peso negativo, normalmente oscila entre el -2% y el -6%, dependiendo del país y la ubicación específica. Si el plan de pasadas no está pensado directamente para el peso final deseado, muy a menudo se tendrá que luchar para obtener la consistencia del producto final, así como un trabajo continuo por parte de los operadores para lograr un peso para el cual no ha sido diseñado. Al trabajar directamente con el cliente, en Silat se produjeron dos configuraciones diferentes, una a -4% y una segunda a -2%.
Mediante la creación de estos dos ajustes, el tren de laminación tiene un enfoque estructurado en la forma de producir todos los tamaños para ambas tolerancias.

Laminación de slitting de 4 hilos
Los tamaños de barras más pequeñas, corrugado de 8 y 10 mm, son producidos por el sliltting (corte) en cuatro, sacando así un mayor provecho en la capacidad del tren de laminación para una gama de productos más amplia. En junio de 2015, el plan de pasadas de slitting de 4 para los tamaños de 8 y 10 mm fue puesto en operación exitosamente. Con una velocidad de salida de 13 m/s para 4x8 mm, el tren de laminación produce barras de corrugado templadas y revenidas de 8 mm de gran calidad.
Uno de los retos de este tipo de laminación es la baja duración de los rodillos de guía del slitting tradicional. La razón es que en este método, la sección de corte está siendo empujada a través de la guía por la caja de laminación. Como tal, la barra acelera al rodillo cortador, conllevando un mayor desgaste y mayores tasas de madejas.
Para hacer frente a este problema común, Russula implementó un cortador (power slitter) accionado en dos etapas. Debido a que los rodillos de corte están girando con una velocidad relativa ligeramente superior al material, la vida de los rodillos del power silitter puede incrementarse a unos valores cercanos a 25,000 MT. Las madejas en cabeza se reducen debido a que la cabeza de la sección de slitting no necesita acelerar los rodillos a la velocidad de producto.
Un reto adicional es controlar con precisión la entrada de material a través del proceso de slitting, por esta razón el guíado con precisión es un requisito imprescindible.